
Orbital Forming
Orbital forming is a metal forming process in which the upper die moves in an orbital path and forms the part in continuous increments. The process uses a peen tool mounted on a rotating spindle, inclined at a small angle toward the center of the spindle. This peen makes contact with the workpiece along a line and gently moves the material into the desired final shape.
Orbital forming is similar to impact and compression forming, where a compressive axial load is applied to plastically deform the part. However, in orbital forming, the tool rotates at a fixed angle—typically 3° to 6°—and applies both axial and radial forces to progressively move malleable material into a predetermined shape.
Unlike impact or compression forming, which completes the deformation in a single pass, orbital forming requires multiple revolutions of the tool and typically takes 1.5 to 6 seconds to complete. Most of the deformation occurs along the tool’s line of contact rather than along the entire tool surface.
Orbital forming can achieve the same amount of forming work using only a fraction of the force required in conventional processes like staking and pressing. It can replace loose fasteners, offers excellent process control, and can be used across a wide range of materials including metals, plastics, delicate components, and hard materials.
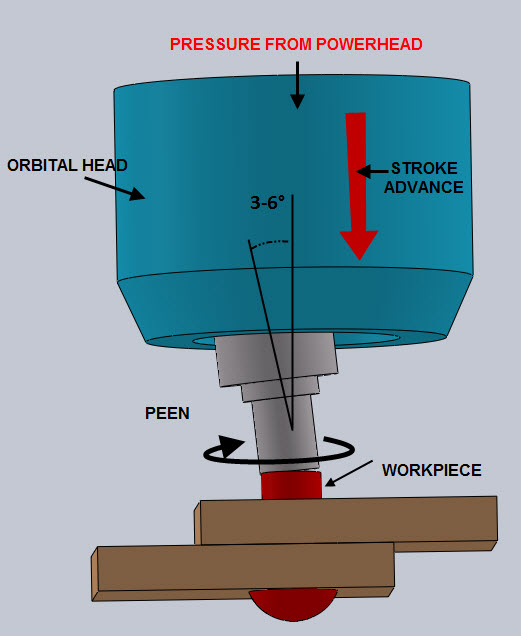
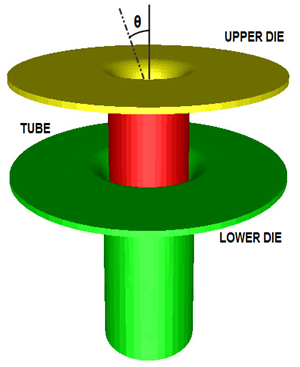
Figure: Orbital Forming
It is a robust and precise process. Orbital forming can be used to crown, flare, swag, peen, roll, curl, broach, seal, retain and crimp material. Orbital forming also allows fine control of final form, clamp force, etc. with unequalled repeatability.
Orbital forming is a robust and precise process. It can be used to crown, flare, swag, peen, roll, curl, broach, seal, retain, and crimp materials. It also allows fine control of the final shape, clamping force, and other parameters with excellent repeatability.
Advantages of Orbital Forming
Compared to conventional cold forming, orbital forming offers the following advantages:
- Smaller presses required (lower investment and space requirements)
- Lower stresses on dies (reduced tooling costs)
- Longer die life
- Reduced noise and vibration
- Produces a smooth surface finish and can eliminate cracks caused by impact riveting
- Requires less axial load, allowing use of smaller presses and reducing equipment tonnage and floor space
- Lower forming forces lead to reduced fixture rigidity requirements and longer tool life
- Much quieter than cold-forming processes such as impact forming or peening